(1.0- 6.0mm), (2.0- 8.0)mm, (3.0- 10.0)mm Slitting Line








This slitting line is used to slit medium thick coiled steel strips into several narrow strips in specific sizes. The slit strips are then rewound into coils, from which welded pipes, cold-formed sections and presswork are manufactured.
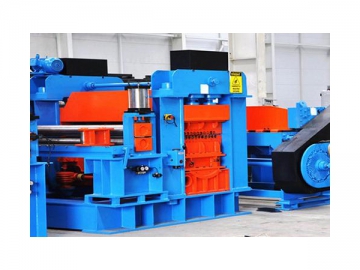
The lines are composed of high-precision slitters with a quick tooling change for slitter, tensioning device and recoiler.
(1.0-6.0) mm×1600mm Slitting Line
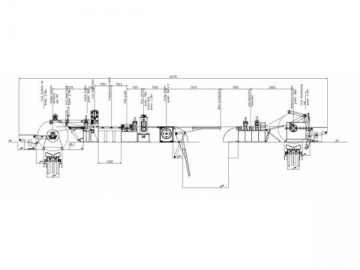
Coil-loading → Double-mandrel uncoiling → Coil-end-feeding & shoveling → Double-roller pinch feeding/five-roller leveling → End-cutting- → Coil Accumulator 1 → Strip-aligning → Disk shearing → Scrap reeling → Coil Accumulator 2 → Pre-separator / Tensioner → Separating, Recoiling → Coil-discharging → Hydraulic control → Electric control
Technical Parameters| Model | (1.0-6.0)mm×1600mm | (2.0-8.0)mm×1800mm | (3.0-10.0)mm×2000mm |
| Raw Material | HRC, CRC, GI, ST37, ST52, S235, S355 | HRC, CRC, GI | HRC, CRC, GI, ST37, ST52, S235, S355 |
| Yield Strength | Max. 235Mpa | Max. 235Mpa | Max. 235Mpa |
| Material Thickness | 2.0~8.0mm | 1.0~6.0mm | 3.0~10.0mm |
| Slitting Width | 600~1800mm | 600~1600mm | 800~2000mm |
| Slitting Motor | 132KW DC Motor | 110KW DC Motor | 160KW DC Motor |
| Cutter Shaft | 280 x 1650mm | Ф260 x 1650mm | 300 x 2050mm |
| Slitting Strip | Max.20 strips | Max.20 strips | Max.20 strips |
| Recoiler Motor | 160KW DC | 132KW DC | 200KW DC |
| Line Speed | Max.100m/min | Max.100m/min | Max.70m/min |
| Coil Weight | 30,000kg | 30,000kg | 35,000kg |
| Min. Slit Width | 40mm | 40mm | 60mm |
| Total Power | 300kW | 250kW | 400kW |
Each production line is strictly designed and made according to customer requirements, ensuring we provide our customers with the line that best meets their needs.
Please send us your inquiry if you are willing to learn more information.
- Middle thick steel coils generally weigh about 30 tons. In this case, a double mandrel uncoiler is needed to load the heavy coils. Double mandrel decoilers are produced to three standards for three different international standard inner diameter coils: Φ508mm, Φ610mm, and Φ760mm. At the same time, double mandrel decoilers can be made as a double cone without steps in order to support and decoil a wide array of different inner diameter coils, ranging from Φ480-800mm for specific steel slitting machines.
- There are one or two coil accumulators for middle thick coil slitting lines, depending on the minimum thickness, slitting speed, and other factors. Each accumulator is always installed after the slitter, but before the tensioner.
- According to the functions and solidity requests of each slitter unit, we use the right structure and material for the high-quality production of each steel coil slitting line unit.
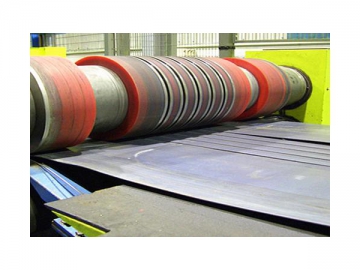
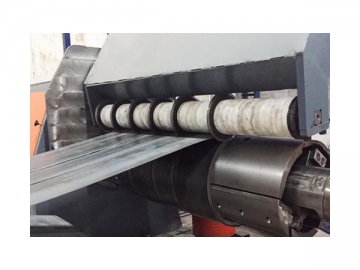
- Excellent material and precise disc knife sizes, spacers, and rubber rings on the slitting shaft of the steel slitting machine ensures there are no burrs, small cambers (±0.10mm/m), no knife sticking, and a precise slit width ( /-0.05mm).
- The edge scrap reeler on the steel slitter uses a torque motor, ensuring an even and synchronous edge scrap reeling.
- We highly recommend a double steel slitter for a quick knife change. When one steel slitting machine is in operation, users can install knives onto the other, then exchange the locations of the two steel coil slitting lines for continuous operation.
- Double press rollers are installed on each equipment in a sequential manner, following each coil accumulator to prevent case strip heads from falling into the hole while feeding the strip head through the steel coil slitting line.
- Coil separation and pressing down brackets are installed on the recoiler and are hydraulically driven. Press the recoiling block tightly, and they will automatically move up as the recoiling diameter increases.
, (2.0- 8.0)mm, (3.0- 10.0)mm Slitting Line")
mm, (0.5-3.0)mm, (0.6-4.0)mm Slitting Line")
mm×2200mm Slitting Line")















 DZ084B1")






